
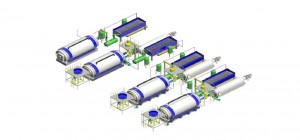
Supažindinimas su gamybos procesu
Šiame gamybos procese šėrimui naudojamas mechanizuotas narvas.Jai nekeliami reikalavimai dumblo žaliavoms (be priemaišų≥5cm).Tai paprasta ir patogu, taupo darbą ir laiką, mažina išlaidas ir pagerina efektyvumą.
1. Maitinimas: (nustatytas pilnai uždaras silosas)
Kai medžiagas liftas paduoda į silosą, paleiskite padavimo vožtuvą ir padavimo sraigtą ir tolygiai įeikite į sraigtą arba hidraulinį tiektuvą pagal nustatytą standartą ir naudokite tiektuvą medžiagoms tiekti į krekingo virdulį.
2. Pirolizė
Krekingas, nustatyta temperatūra 350℃– 470℃.Krekingo virdulio sukimosi greitis yra 150 sekundžių vienam apskritimui.Pasibaigus naftos dumblo krekingo darbams, likučiai patenka į šlako ekstraktorių, kuris likučius siunčia į vandeniu aušinamą šlako dėžę.Likučiai automatiškai sudedami į tonų maišą nuo aukštos temperatūros iki normalios temperatūros ir supakuojami laikinai saugoti.
3. Šildymas, slėgio reguliavimas
Šildymui naudojamos aplinkai draugiškesnės kuro dujos.Aukštos temperatūros krekingo sistemoje yra keturi 30 W degalų varikliai ir keturi dujų purškimo pistoletai, kurie visi yra išmaniai valdomi, kad būtų užtikrinta normali temperatūra, reikalinga krekingo gamybai.
Gamybos projektinis įrangos slėgis yra normalus, normalus gamybos slėgis yra 0,01 MPa - -0,02 MPa, o didžiausias nustatytas slėgis yra 0,03 MPa.Gamybos proceso metu slėgio valdymo jutiklis pateikia slėgio jutimo signalą.Slėgio valdymo sistema atidaro arba uždaro slėgio mažinimo valdymo vožtuvą pagal nustatytą slėgį ir siunčia aliarmo priminimą, kad užtikrintų saugią įrangos gamybą.
3.4 Gamybos procesas
Prieš gamindami patikrinkite, ar elektros pavaros įtaisas yra normalus, įskaitant (grandinę, reduktorių, pūtiklį, indukcinį ventiliatorių, cirkuliacinį vandens siurblį), ar padavimo gervė ir iškrovimo gervė veikia normaliai ir ar išmanioji galios paskirstymo spinta neturi gedimų. (prieš gedimą susisiekite su techninės priežiūros personalu ir nepaleiskite jo tiesiogiai)
Maitinimo etapas
Gamybos etapas: prieš gamybą patikrinkite, ar degalų variklis, oro siurblys, oro kompresorius ir orapūtė yra normalūs, patikrinkite, ar vandens sandarikliui trūksta vandens, laikykite atidarytą gervės oro išleidimo vožtuvą, laikykite uždarytą šlako išleidimo vožtuvą ir laikykite atidarytą garų būgno ventiliacijos vožtuvą, o tada, naudodami išmaniąją galios paskirstymo spintą, krosnį paverskite į priekį maždaug 100 sekundžių/ratu.Kai atidaromas degalų variklis, temperatūra pakyla 50 laipsnių℃, uždarykite dujų skirstytuvo išleidimo vožtuvą, Lėtai pakelkite temperatūrą iki 150℃- 240℃, ir pradeda gamintis nesikondensuojančios dujos.Jis siunčiamas į krosnį sudeginti per kuro dujų regeneravimo sistemą.Atsižvelgdami į nekondensuojančių dujų kiekį, paeiliui išjunkite degalų variklių skaičių, kad išlaikytumėte lėtos ugnies būseną.(Jei nekondensuojančių dujų kiekis yra didelis, jos per rankinius vožtuvus bus nukreiptos į kitą įrenginių grupę deginimui. Jei kitai įrangai to nereikia, nekondensuojančių dujų perteklius gali būti nukreipiamas į antrinio degimo kamerą) ir tada lėtai pakilkite iki 380-450℃.Įsitikinkite, kad įtrūkimai yra švarūs.Nekondensuojančių dujų kiekio sumažėjimas,
Azoto valymo sistema;Jis daugiausia naudojamas valymo virduliui, dujų imtuvui, kondensatoriui, alyvos dujų separatoriui ir vandeniu aušinamam šlako konteineriui išvalyti, kad nekondensuojamosios dujos būtų pakeistos azotu.Užtikrinti įrangos gamybos saugumą.
Šlakavimo sistema;Prieš išleidžiant šlaką, gervės narvelio oro išleidimo vožtuvas turi būti uždarytas per išmaniąją elektros spintelę, pelenų aušinimo sistema atidaroma perdavimui ir cirkuliacinio vandens siurblys.Atidarius sunkiosios alyvos vožtuvą, pirmiausia reikia išleisti nedidelį kiekį sunkiosios alyvos, kad ji nepriliptų prie šlako išleidimo narvo.Išleidę sunkiąją alyvą, uždarykite sunkiosios alyvos vožtuvą.Krosnies korpusas apsisuka ir paleidžia šlaką 1-1,5 val.
Krekingo virdulio medžiaga: 316L nerūdijančio plieno Q245RQ345R nacionalinio standarto katilo plieno plokštė
Pirolizės virdulio dydis:φ 2800 mm * 7700 mm
Krekingo virdulio tūris ir šilumos mainų plotas: 47m3 ir 80m2
Kondensacijos režimas ir šilumos mainų plotas: vandens aušinimas 90m2
Pagrindinės konstrukcijos forma: horizontalus sukimasis
Sistemos slėgis: normalus slėgis
Įrangos plotas: 50 m ilgio, 10 m pločio ir 6 m aukščio
Įrangos svoris: 50-60t
Sprogimui atsparus procesas: visuose elektros prietaisuose yra YB nacionalinio standarto sprogimui atsparūs elektros prietaisai
Kuro sąnaudos: per parą nepertraukiamam tipui sunaudojama 600 m gamtinių dujų³/ D reikia 500L/D mazuto
Maitinimo ir paskirstymo sistema: įranga aprūpinta 46,4 kilovatų bendra galia.
Įrengta viena išmani stalinė valdymo spinta (galios valdymas, temperatūra, slėgio skaitmeninio ekrano signalizacija, jutiklinio ekrano išmanusis vožtuvo valdymas ir kitos funkcijos).
Vidutinis valandinis galios paskirstymas yra 30 kW, o dienos energijos paskirstymas yra apie 500-600 kilovatvalandžių.

Paskelbimo laikas: 2023-01-09